| |
|
| |
|
| |
私家陵墓园艺术雕塑青铜熔模精密铸造焚香炉,远古时期的祭祀主要为燔烧柴木,烧燎祭品。如《尚书》记述舜封禅泰山,行燔柴之祭,故又称“燎祭”。中华民族的先人们在祭祀中燔木升烟,是祭天地,亦是后世祭祀的先声。即是古代在祭祀先人时,亦采用了同样的方法,只是焚烧的祭品不同了,所用之焚烧器具逐渐演变成不同的制式器型。
香炉的器型千变万化,种类繁多,通常祭祀用的主要为鼎式炉。如园鼎(三足)、方鼎(四足)。两立耳(利于炉口),或两侧耳(在侧面)弯曲向上作“朝天状”;或无耳。有盖(平顶,穹顶等多种)或无盖。足较高,炉足上都有兽头的装饰,称之为“金儿”,是龙的九子之一,形似狮,性好烟火,故饰于香炉之上。香炉的顶盖很像亭子是屋顶,有单檐也有重檐,顶型有庑殿、歇山、攒尖等。所有香炉下面都有一层基座,石制的或铜制的,或高或矮,通常采用的是须弥座形式。
此图中的焚香炉为青铜失蜡精铸而成,整体香炉造型优美、雕镌俊秀、华丽、雄伟。于燃火焚香之际,颅内冒出馨霭青烟,香雾盘旋缭绕,缥缈四周,增添祭祀庆典之庄重肃穆神圣气氛。
|
| |
|
| |
|
| |
私家陵园中的直立式亭子香炉其亭屋顶上围垄筒瓦结构,对应六角亭身位置在垄筒瓦脊上均布六组卷云饕餮纹装饰套兽,设计新颖独特,更显雄伟壮丽。檐头有盖瓦垄勾头和板瓦垄滴水构成,勾头图案为莲花,滴水图案为荷叶,造型生动、逼真。檐下仿木结构的飞椽端面为卐字图案。 |
| |
|
| |
|
| |
左图为名人艺术墓园焚香炉亭屋脊走兽形制于装饰图案亦改传统做法。传统的走兽形制为龙、凤、狮、天马……,且为单数布置。青铜精密铸造的焚香炉亭屋脊走兽形制受战国时期燕下都瓦当,如双龙背项饕餮纹半瓦当和卷云饕餮纹半瓦当中优美上古文化启发,其套兽演化为卷云饕餮纹造型,再现了青铜器装饰纹的雄壮威武华夏文化的内涵。所有这些走兽的纹饰和图案更具艺术性,展现了丰富意识想象和高超的设计能力,体现了华夏民族上古文化的深邃,在中华建筑史上呈现了新的光辉一页,独树一帜,为中国近现代仿古建筑的楷模。
右图为名人艺术墓园中的艺术雕塑青铜熔模精铸焚香炉,上部为圆形攒尖顶重檐亭屋顶,屋顶为宝顶。
此图为局部放大图,可见重檐下为仿木结构的飞椽,飞椽的端面为卐字图案,每层檐下均布27个飞椽,上下两层重檐共计54个飞椽。故需用特制模型重复翻制54个椽面卐字图案。在紧凑的重檐空间既添加了深度的层次感,又增强了重檐屋顶结构强度,以利于铸造熔料的流动易于成型。 |
| |
|
| |
|
| |
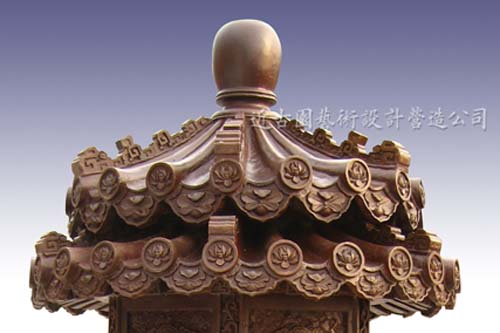
左图为私家陵墓园艺术雕塑青铜熔模精密铸造焚香炉之上部圆形攒尖顶重檐亭屋顶失蜡青铜铸件。
香炉的顶盖很像亭子是屋顶,有单檐也有重檐,顶型有庑殿、歇山、攒尖等,屋顶为宝顶。亭屋顶上为垄筒瓦结构,对应六角亭身位置在垄筒瓦脊上均布六组卷云饕餮纹装饰套兽,檐头有盖瓦垄勾头和板瓦垄滴水构成,檐下仿木结构。
型壳浇注后,铸件要经过一定时间的冷却。冷却后,铸件还要经过清理和精整,才能看到光洁的精铸产品。具体工序主要包括去除铸件上的型壳,切除打磨浇冒口和工艺肋,清除铸件表面和型腔的粘砂、氧化皮和毛刺等。
在用机械方法去掉型壳后,用电动切割工具去掉浇冒口等,并待完全清砂后用钳工休整。 |
| |
|
| |
|
| |
私家陵园中的艺术雕塑青铜失蜡铸造焚香炉为直立式亭子香炉,亭身六面形结构,六角立柱框内为卷草纹图案,仅正面单一开间,开间内上方为左右对称立凤,中间牡丹花纹挂落,开间正对后面框内为云地、灵芝花和凸翔蝠图案,其余四面框内是春夏秋冬四景图案,铺云地、上下端为五彩祥云,中间春为牡丹;夏为荷花,秋为菊花,冬为梅花。绕花上下端为灵芝花仙草。六角亭身下圆圈框内,前后方镌字,左右侧塑宝相花衬如意卷草图案。 |
| |
|
| |
|
| |
左图右图为私家艺术墓园中的艺术雕塑青铜精密铸造焚香炉,亭身六面形结构,左右各两侧面框内是春、夏、秋、冬四景图,铺云地,上下端凸雕五彩祥云,中间冬为梅花。
梅花造型为五瓣单瓣与重瓣神秘幻觉的混合纹样,具有新颖奇特的韵律美和意境美。若隐若现中设计者浮想联翩美丽的幻觉遐想,及惊天动地的童话梦想。扬云霞之仿佛飘渺,欲上九天揽月;乘霓虹之恍惚幻袅,欲飘银河探日。眼前云霞五彩斑斓,耳旁乐声六弦荡漾。霎时,钟鼓齐鸣,韶乐喧天。其乐曰:梅兮梅兮,傲寒之素贞;梅香梅馨,凌雪之圣节。其英其华,香泽千古、丹仪万世。朝曦暮朗兮,与日月同辉;千秋万岁兮,为众芳先师。
中图为名人艺术墓园艺术雕塑青铜熔模精密铸造焚香炉之中部六角形亭身模型熔模蜡件。
根据艺术铸件的大小,质量要求及性能特点,艺术品熔模模料要有合适的熔化温度和凝固温度区间,较小的热膨胀率和收缩率,较高的耐热性能;并有合适的强度、硬度、塑性和韧性;还要求在液态时有较小的粘度,制模时有合适时的流动性,较好的涂挂性以及焙烧后尽可能低的灰分。
一般熔模用模料配方包括石蜡、地蜡、蜂蜡、改性松香、低分子聚乙烯、EVA、硬脂酸、油脂等。塑性蜡基模料制模工艺特性可以通过调整基本材料组分机添加油脂来改变达到使用要求。 |
| |
|
| |
|
| |
私家陵墓园艺术雕塑青铜熔模铸造焚帛炉。
右图为葫芦下腹部镶嵌的宝相莲花,设计为概括抽象的图案莲花纹样,由雕塑师用雕塑蜡泥精心雕刻而成,用于翻制特殊模型凹模。
荷花,多年生水生植物,又叫莲花,还有玉环、水芙蓉、六月春等美名。荷花品种有四季莲、千瓣莲、重台莲……一般荷花都是一茎一花,一花一心。晋、隋时代出现了“千瓣莲”,以及一朵花中有两个花心的并蒂莲。古人把这类荷花称之为“瑞莲”、“嘉莲”,作为人寿年丰的预兆和纯真爱情的象征。
|
| |
|
| |
|
| |
右图为名人艺术墓园艺术雕塑青铜熔模精密铸造焚香炉之中部六角形亭身硅橡胶凹模翻制过程。
一般艺术品铸件由于图案复杂,塑料精细通常在模型雕塑制作完成后,用硅橡胶翻制凹模。它具有优良的仿真性、脱模性、耐老化性和一定的抗张强度及低的收缩率,且制模工艺简单。
硅橡胶凹模翻制完成后就可以用蜡基模料通过浇灌搪蜡、刷蜡、浇注等方法完成艺术品熔模的制备。 |
| |
|
| |
|
| |
左图为名人艺术墓园艺术雕塑青铜熔模精密铸造焚香炉之中部六角形亭身铸型型壳。
熔模精铸采用的铸型常称为型壳,其作用是用以获得光洁而精确的铸件。熔模铸造一般都用多层型壳,它是由粘结剂、耐火材料和撒沙等,经配涂料、浸涂料、撒沙、干燥硬化、脱蜡和焙烧等工序制成的。
型壳经浸刷涂料、撒砂、干燥硬化等工序完成后,还要经熔失熔模的过程,即通常称为脱蜡,通常是采用高压蒸汽法脱蜡为主要选择。
完成脱蜡后,再经型壳焙烧工序才最终完成型壳制造工作。焙烧的目的首先是去除型壳中的挥发物,如水分、残余蜡料、皂化物、盐分等,使型壳在浇注时有低的发气性和良好的透气性,防止出现气孔等缺陷。另外,焙烧可使型壳达到要求的温度下浇注,以减少金属液与型壳的温度差,提高金属液的充型能力。
右图为私家陵墓园艺术雕塑青铜熔模精密铸造焚香炉之中部六角形亭身失蜡青铜铸件。
失蜡法——熔模精密铸造是一种近凈形成工艺,其铸件精密、复杂,艺术雕塑品熔模精密铸造一般情况下可不经加工或经很少加工后使用。
型壳浇注后,铸件要经过一定时间的冷却。冷却后,铸件还有经过清理和精整,才能看到光洁的精铸产品。具体工序注意包括去除铸件上的型壳,切除打磨浇冒口和工艺肋,清除铸件表面和型腔的粘砂、氧化皮和毛刺等。
初步去除型壳后,铸件表面和内腔还有残余的粘砂。此时可以用碱煮法清除。按着使用高压水力清除深孔、窄槽、凹陷花纹内的粘砂。
为了清除细小狭窄凹陷花纹处的顽粘砂,使用高的压缩空气喷砂处理,此时绝大部份粘砂再次被清理掉。
对于细微花纹根部的个别残余粘砂,再施用机械铣磨硬质合金刀具进行雕塑清理修整,使铸件表面毛刺及根部顽砂全部清除干净。
为得到精细光洁的铸件表面与完美漂亮的图案花纹,最后再进行一次精细研磨喷砂处理,达到精整高光洁的加工目的。
|
| |
|
| |
|
| |
私家陵墓园中的焚香炉根据铸造工艺需要,其整体分开三部份独立制作,下部为园鼎三足香炉及圆盘底座,炉身底部起双层升云及江崖海水图案。炉身满饰灵芝云,翔蝠,凹凸有致,层次分明,突显华丽雄伟。炉口一圈卐字连续图案,其下一圈均布八蔟彩芯锦朶。两侧立耳耳身前后精雕三朶缠枝宝相莲花,立耳顶部亦精雕蝙蝠图案。炉底三足圆雕“金猊”兽头。其下圆盘底座上端面高浮雕太平吉象,圆盘周围圈框内均布宝相花及如意卷草纹图案。 |
| |
|
| |
|
| |
焚香炉,其下部为圆鼎三足两侧耳香炉,并配圆盘底座。
为雕塑圆鼎三足两侧耳香炉,需要先制作圆鼎回转体模型底胎,通常采用机械刮板胎具。图中左为机械刮板胎具设计蓝图,主体旋转轴部分需要机械车铣加工,而成形刮板部分则需用钢板经平面磨床磨削,再用数控线切割机床进行成形加工。此机械刮板胎具能确保圆鼎香炉模型底胎尺寸精准,外表面光洁圆整。如非精通机械设计制造的工程师是不能胜任设计制造。
右图中所用装饰图案纹样灵芝云、祥蝠、江崖海水等在复制完成后用某种粘结剂一一精准地镶嵌到圆顶香炉形体上。然后进行最后整体雕塑修整,使之浑然成为一个完美的精准的圆顶香炉模型。 |
| |
|
| |
|
| |
左图为炉身满饰之灵芝云、祥蝠,凹凸分明,层次疏密有致,突显太平应瑞,祥谐吉庆之瑞兆,画祥蝠在云中缭绕,更表示天赐瑞福。
云是由潮湿空气之上升,在上升运动中千变万化,或体积膨胀,或温度骤变,而形成水滴形态,悬浮于空中,构成瞬息万变的云体。被古人赋予众多神秘色彩,在装饰艺术中又成为重要的装饰形象。云纹有行云、朵云、祥云、五福云、六合云等。
对雕塑而言,雕塑师通常以涡形曲线为基本构型之态按照一定的结构模式,以精湛流利的刀法表现云朵卷缭、翻腾盘曲、弥漫飘逸、飞扬流动,似云雾五彩斑驳、光芒陆离。
像这些重复的云蝠装饰花纹及图案是需要先雕塑某种材质的模型,在翻塑一定数量的模型腊制件,以便整体镶嵌之用。 |
| |
|
| |
|
| |
私家陵墓园艺术雕塑青铜熔模精密铸造焚香炉之下部圆鼎香炉圆盘底座模型熔模蜡件。硅橡胶凹模翻制完成后就可以用蜡基模料通过浇灌搪蜡、刷蜡、浇注等方法完成艺术品熔模的制备。 |
| |
|
| |
|
| |
左图为私家陵墓园艺术雕塑青铜熔模精密铸造焚香炉之圆鼎三足两侧耳香炉型壳制造过程。熔模精铸采用的铸型常称为型壳,其作用是用以获得光洁而精确的铸件。
硅溶胶是熔模精铸生产中常用的一种优质粘结剂,在制壳中使用方便,容易配成高粉液比的优质涂料,其稳定性好。型壳制造时不需硬化,工序简单,所制成的型壳高温性能好,具有较高的型壳高温强度及高温抗变形能力。
只有涂料还不能形成型壳,还需要撒沙为骨料,撒沙可吸附涂料中的溶剂,使之停止流动,防止涂料大片流失。撒沙还可防止干燥硬化时,因涂料层大面积收缩而形成宽大的裂纹。撒沙会造成粗糙的型壳背面,有利于上、下层型壳结合。撒沙还有利于提高型壳的透气性。
熔模铸造一般都用多层型壳,它是由粘结剂、耐火材料和撒沙等,经配涂料、浸涂料、撒沙、干燥硬化、脱蜡和焙烧等工序制成的。由粘结剂和耐火粉料配成的涂料是型壳的结构的基础。涂料分面层与加固层(背层)两种。面层涂料与金属液接触,其应形成平整、致密、坚实的光滑型壳表面,并不与金属液发生作用,保证铸件表面质量。背层涂料是加厚加固型壳,使之具有强固的综合性能。
中图为名人艺术墓园艺术雕塑青铜熔模精密铸造焚香炉之中部六角形亭身浇铸。
艺术品熔模铸件一般采用锡青铜,俗称青铜。青铜的最大优点是在大气环境中具有较高的耐腐蚀性能,这也是古代青铜艺术铸件能保持至今的重要原因之一。其次是青铜的熔点较低,铸造性能较好,并具有较好的“力学性能”。
铜合金多使用坩埚电炉和感应电炉熔炼,感应电炉通常使用有蕊感应电炉。在熔炼前,青铜炉料必须进行表面处理,清楚表面油污、沙土、水汽及氧化物,并进行预热。熔剂必须焙烧,预熔,坩埚在使用前必须预热,烧至暗红色(600℃以上)。
熔炼时,采用“快速熔炼”的原则,防止氧化和吸氧,炉料要块头小,加料要迅速。紫铜熔化后要加磷脱氧,浇注前亦再进一步脱氧。铜液在炉内停留时间要短,达到出炉温度后应尽快浇注。
在熔模精铸生产中,通常采用热壳浇注。在青铜铸件浇注时,要注意控制浇注速度,力求平稳,不得断流,飞溅和形成涡流,并确保每组型壳浇满和补缩。
锡青铜铸件浇注生产时,要尽量提高冷却速度和采取顺序凝固原则,以利于补缩,防止铸件缩孔和缩松,并注意铸件收缩造成热裂。
右图为测试技术数据而浇铸的工艺小样铸件。 |